Ball Check Valve

")
")
")
Ball Check Valve








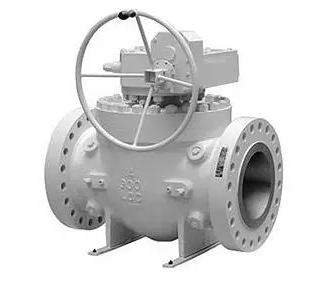






































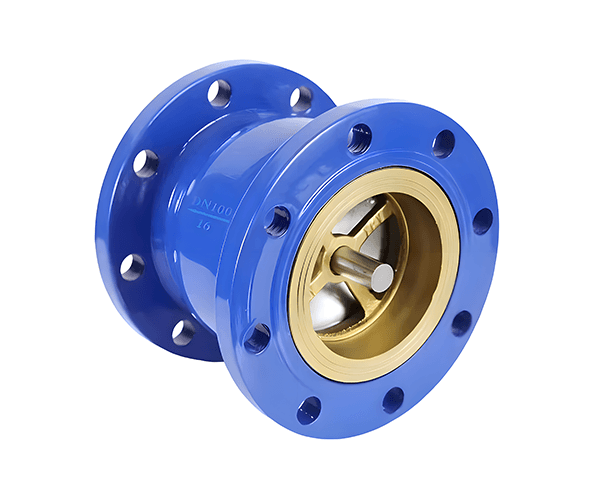
Product Overview | The Ball Check Valve is a highly efficient check valve designed for low-pressure systems (≤PN16/Class 150) to prevent backflow of water and sludge-laden media. Its robust construction and special features make it ideal for applications where reliability, durability and ease of maintenance are essential. The valve features a rubber-coated ball that ensures a tight seal even in abrasive or particulate-laden environments such as wastewater treatment plants and industrial slurry systems. The flanged connection design (according to EN 1092-1 or ASME B16.5) is easy to install and integrate into existing piping, reducing downtime and labor costs. The valve is designed for low pressure water supply systems and is widely used in municipal water supply networks, storm drains and fire protection systems. It is capable of handling sludge and slurry media (up to 30% solids) and is therefore also suitable for industrial applications such as mining, paper mills and chemical processing plants. |
Working Principle | The valve is operated by a fluid-driven actuator: 1. Positive flow: Fluid pressure pushes the rubber coated ball upward, resulting in smooth fluid flow and minimal pressure drop. 2. Reverse flow prevention: When the fluid stops or flows in the reverse direction, gravity and back pressure force the ball to press against the valve body and form a seal immediately. 3. Self-cleaning design: the movement of the ball during operation can remove the debris on the sealing surface, which is very suitable for sludge or media containing particles. |
Main features | 1. Low pressure optimized: rated at PN10/PN16 (EN 1092-1) or Class 150 (ASME B16.5), ideal for water supply and sewage systems. 2. Rubber Coated Ball Valves: EPDM or NBR coating ensures a tight seal and corrosion resistance in abrasive/sludge environments. Meets WRAS/ACS standards for drinking water safety. 3. Flange connection: EN 1092-1 (PN16) or ASME B16.5 (Class 150) flanges, pre-drilled for easy pipe integration. 4. Anti-Debris: Wide-body design prevents clogging of media with high solids content (e.g. sewage, industrial slurries). |
Product Advantages | Low maintenance: no lubrication required; can be inspected with removable flange cover. Energy saving: Low head loss (Kv value ≥ 0.8) reduces pump energy consumption. Sludge Resistance: Rubber coating resists abrasion from sand, grit and fibrous materials. |
Why Choose Us | Tailor-made for water/sludge: specialized design to avoid common failures in dirty media. Fast delivery: DN50-DN300 standard sizes in stock, 7 days global shipment. Certifications: ISO 9001 certified, complying with relevant regulatory requirements. Cost Savings: Rubberized parts are covered by a 5-year warranty, reducing life-cycle costs. |
Medium of use
working condition
summarize
Product Parameters
| Nominal diameter | DN50 to DN300 (2" to 12") |
| Nominal pressure | PN10, PN16 (EN 1092-1) / Class 150 (ASME B16.5) |
| Applicable temperature | -10°C to 80°C (EPDM) / -20°C to 60°C (NBR) |
| Valve Material | Ductile iron (EN-GJS-400-18), epoxy coated for corrosion protection |
| Sphere material | Stainless steel core + EPDM/NBR rubber coating (FDA/EC1935 compliant) |
| direction of flow | Horizontal or vertical (upward flow) |
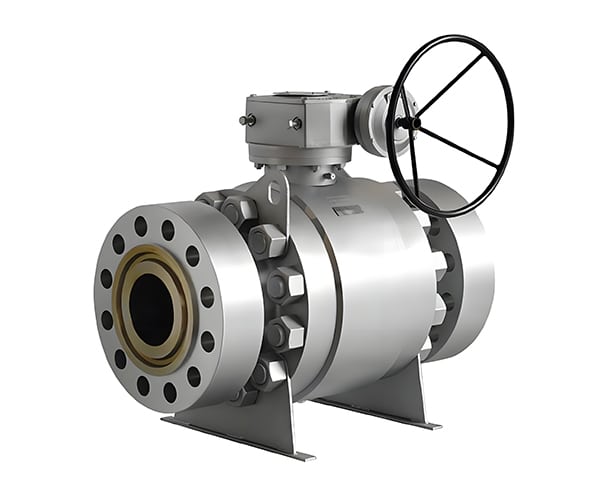
Ball Check Valve Similar Products
The following are similar products. You can search for other related products.